
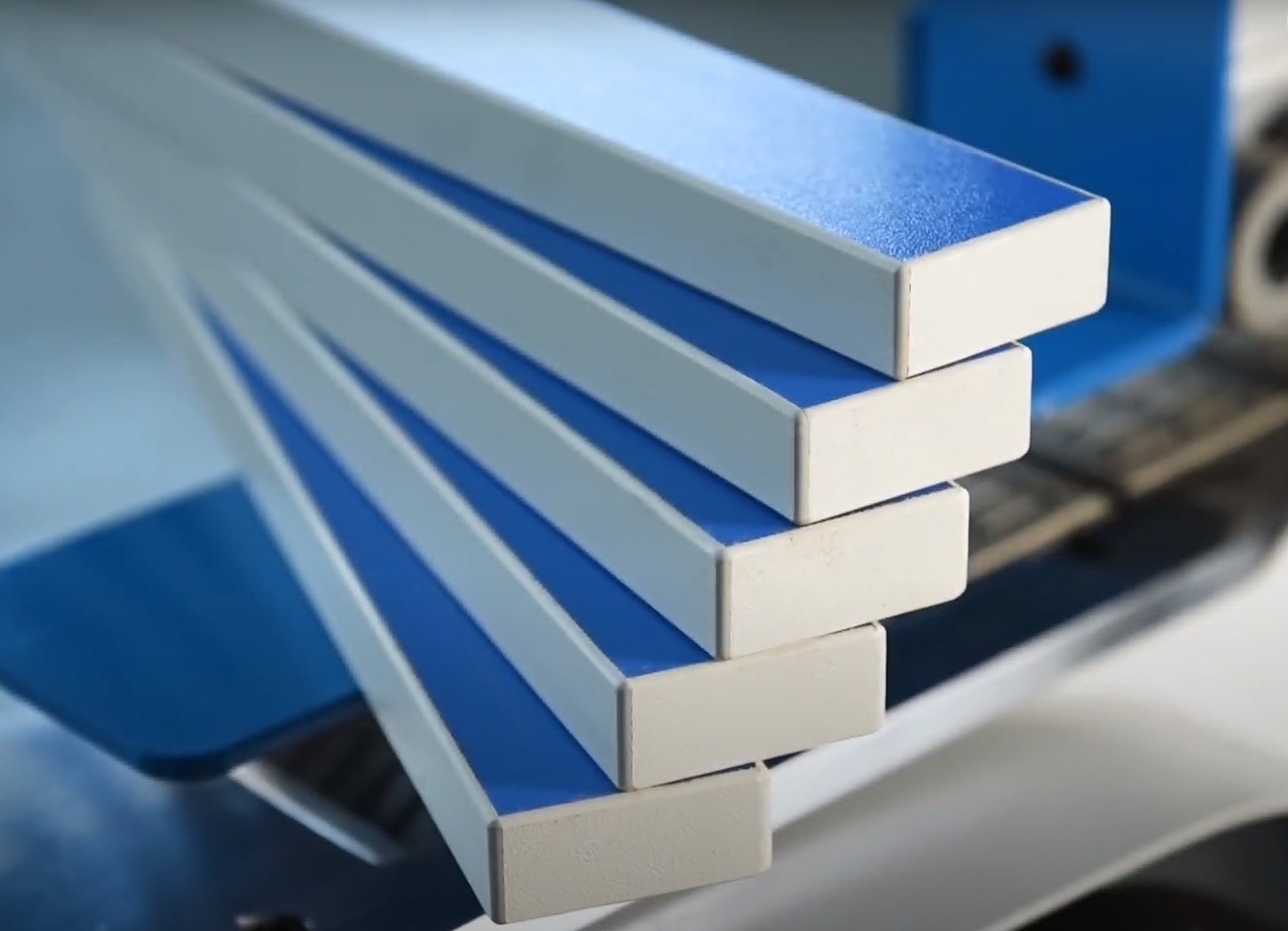
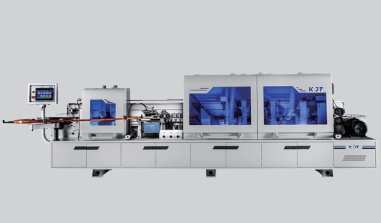
Die automatischen Durchlaufkantenanleimmaschinen von KDT Machinery sind hochmoderne Industrieanlagen, die eine entscheidende Aufgabe im gesamten Möbelproduktionszyklus – vom Schneiden über das Bohren bis zum Einsetzen – übernehmen. Die Qualität der Kantenanleimung ist maßgeblich für die Leistungsfähigkeit des Endprodukts.
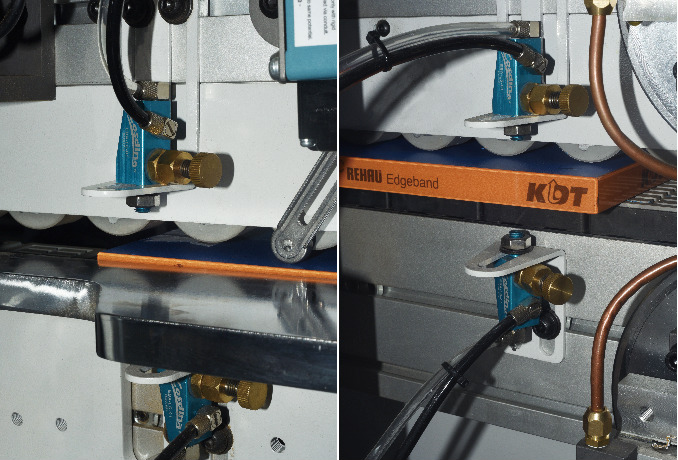
Die Maschinen erreichen je nach Modell Klebegeschwindigkeiten von bis zu 12–30 m/min. Ein wesentlicher Vorteil von einseitige Kantenanleimmaschinen für PVC ist die Möglichkeit, sowohl EVA (Schmelzklebstoff) als auch PUR (wasserbeständiger, einkomponentiger Polyurethanklebstoff) zu verarbeiten.
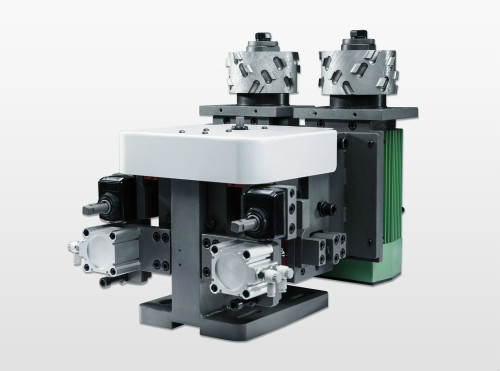
Die einfachsten Maschinenmodelle sind mit einem Standardsatz an Einheiten ausgestattet: Kleben, Trimmen (Kantentrimmen), Fräsen (Kantenfräsen in Längsrichtung), Radiusabzieher (Erhalten einer glatten bearbeiteten Oberfläche nach dem Fräsen) und Polieren.
Je nach Maschinenmodell kann die Standardausstattung auch zwei Fräseinheiten (für Schrupp- und Feinfräsen), eine servogetriebene Poliereinheit mit Oszillation, eine Doppelpoliereinheit, eine Verbindungseinheit und Abrundungswerkzeuge umfassen.
Alle Kantenanleimmaschinen von KDT mit Verbindungseinheit sind mit einer Heizlampe ausgestattet, die das Werkstückende erwärmt, um eine verbesserte Verklebung zu erzielen.


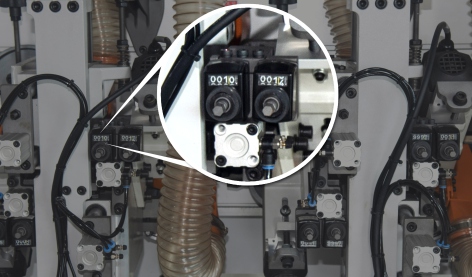
Konfiguration G (zwei Leimbehälter – unten oder oben):
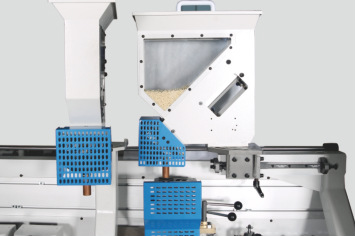
Konfiguration K (oberer, austauschbarer Leimbehälter):
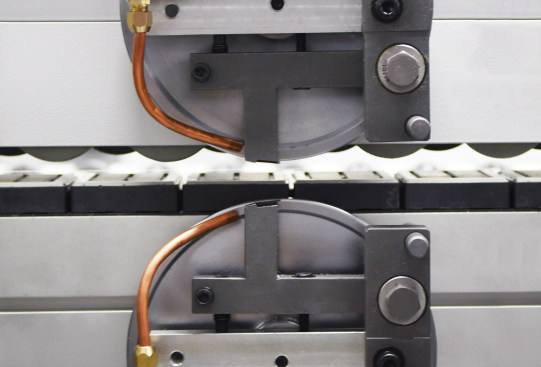
Konfiguration J (Vorfräsen):
S-Set (Leimabstreifer):

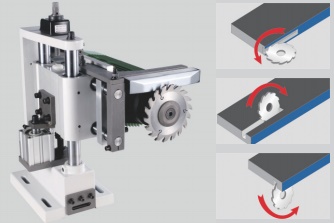
Konturfräsen (Rundungen):

Bearbeitung von geneigten (abgeschrägten) Platten:
W30, W40, W45-Set (Bearbeitung schmaler Werkstücke ab 30, 40, 45 mm):
H-, L-, T-Konfigurationen (Nuteneinheit):
A-Konfiguration (pneumatische Verstellung der Maschinenkomponenten für unterschiedliche Kantenstärken):

Konfiguration P (PC-Steuerung):

Konfiguration C (servogesteuerter Kantenvorschub):
Reinigungs-, Trenn- und Polierflüssigkeiten:
Konfiguration F (Rückwärtslauf):
Ein wesentlicher Vorteil der automatischen Durchlauf-Kantenanleimmaschinen von KDT Machinery ist die große Auswahl an Verbrauchsmaterialien und Ersatzteilen auf Lager sowie der hochqualifizierte Kundendienst und die volle 12-monatige Garantie!
Möchten Sie automatische einseitige Kantenanleimmaschinen kaufen oder den aktuellen Preis erfahren? Kontaktieren Sie uns. Wir beraten Sie und erstellen ein passendes Angebot.


© 2026 Maschinen und Anlagen für die Möbelproduktion – KDT Deutschland




