Im vorherigen Artikel haben wir über die Maschinen gesprochen, die von kleinen Herstellern gewählt werden. Jetzt ist es an der Zeit, die mittelgroßen Maschinen zu betrachten. Wie der Name schon sagt, verfügen sie über größere Räume und sind nicht so budgetär. Hier beginnen wir mit der ersten Produktionsphase – dem Materialschneiden.
Materialschneiden



Der erste Unterschied zur Kleinserienfertigung liegt in der Rolle der Formatkreissäge im Produktionsprozess. In der Kleinserienfertigung könnte sie das Herzstück des Prozesses sein, doch hier spielt sie eine völlig andere Rolle. Diese Maschine wird zum Schrägschneiden von Werkstücken und zur Herstellung von Werkstücken mit abgeschrägter Kante verwendet.
Bei dieser Art der Produktion gibt es zwei Hauptschneidverfahren. Das erste ist die Plattenaufteilsäge und das zweite ist das CNC-Bearbeitungszentrum mit Flachtisch. Jedes von ihnen hat unterschiedliche Bearbeitungsprinzipien und muss daher je nach Produktionsbedarf ausgewählt werden. Das erste führt diesen Vorgang mit einem Sägeblatt durch. Das zweite verwendet einen Fräser.

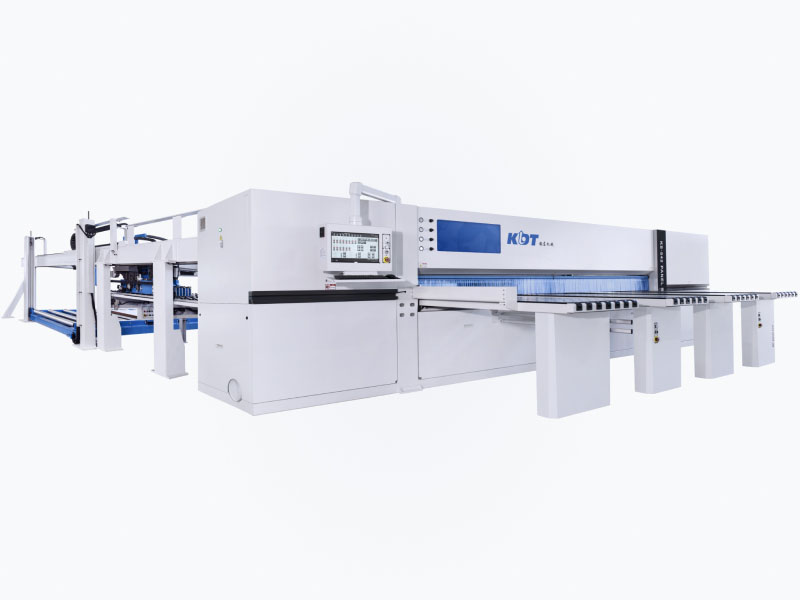
Die Plattenaufteilsäge ist eine Maschine mit einfachem Funktionsprinzip, die auf das Stapelschneiden aus mehreren Materialplatten spezialisiert ist und unübertroffene Produktivität bietet. Sein Hauptvorteil ist die hohe Produktivität und Schnittpräzision, die es für die Serienproduktion unverzichtbar macht. Im Vergleich zum Bearbeitungszentrum ist es jedoch weniger flexibel in der Bearbeitung und ermöglicht nur die Bearbeitung linearer Werkstücke.
Darüber hinaus sind Druckbalkensägen mit Industriecomputern ausgestattet, die den Einsatz von Optimierungssoftware ermöglichen. Diese Software erstellt automatisch Schneidpläne basierend auf den Abmessungen der Werkstücke und den Materialparametern, minimiert den Abfall und nutzt jedes Blech so effizient wie möglich.
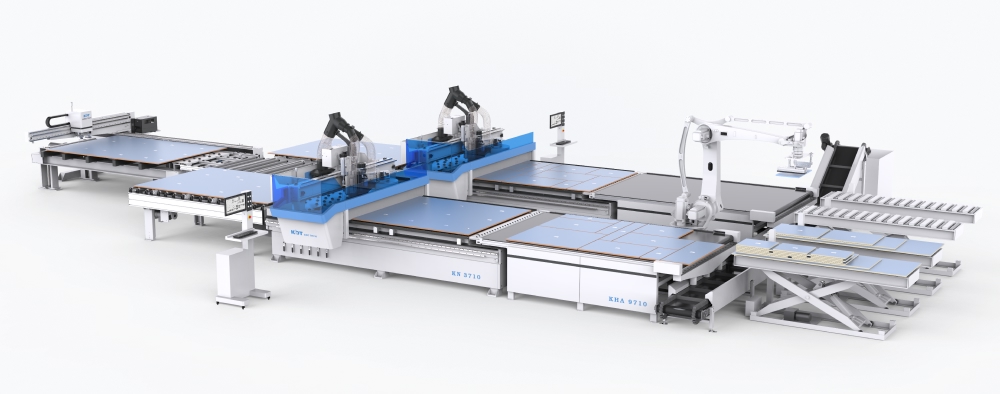
Das CNC-Portalbearbeitungszentrum hingegen ist auf eine individuelle Bearbeitung von Materialien spezialisiert. Es kann zwar nur ein Blech pro Zyklus schneiden, bietet aber dank der freien Bewegung des Fräsers entlang der X-, Y- und Z-Achse sowie des Werkzeugwechslers und der Bohreinheit eine von anderen Schneidemaschinen unerreichte Flexibilität bei der Bearbeitung. Der wichtigste Aspekt dieser Flexibilität ist die Möglichkeit, gleichzeitig krummlinige Werkstücke zu schneiden, zu bohren und Fronten zu fräsen. Diese Vielseitigkeit ermöglicht den noch effizienteren Einsatz spezieller Optimierungsprogramme.

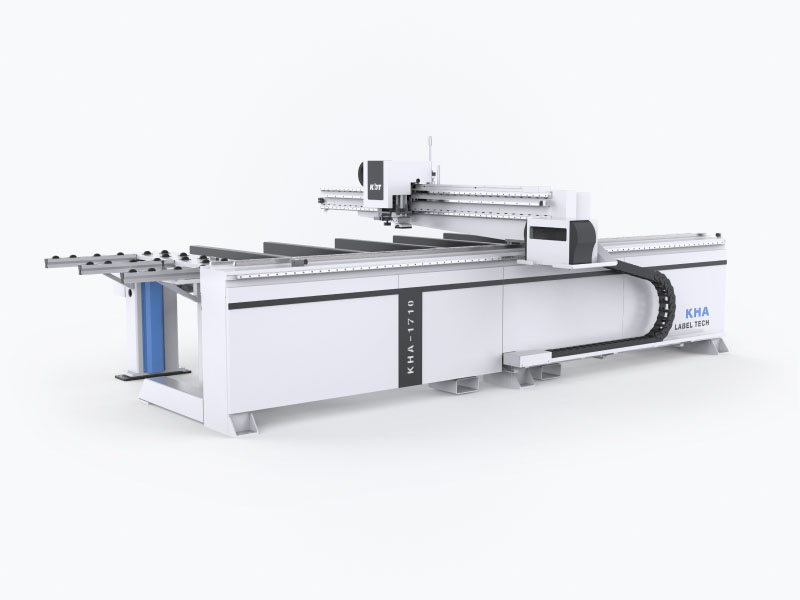

Ein ebenso großer Vorteil ist die Möglichkeit, den Zuschnitt mit dem CNC-Portalbearbeitungszentrum zu automatisieren. Ein Stapel Materialplatten wird von einem Lader auf den Ladetisch geladen. Mithilfe der Auto-Lift-Funktion hebt der Tisch die Platte auf die Arbeitsebene der Maschine. Ein am Lader installierter Drucker druckt Etiketten, die auf dem Material angebracht werden. Die Verwendung von Etiketten im weiteren Produktionsprozess ermöglicht die automatische Neukonfiguration der Maschinen gemäß Bearbeitungsprogrammen und die Nachverfolgung der Werkstücke.
Vom Ladetisch wird der Bogen mit den Aufklebern mithilfe von Vakuummodulen zur Verarbeitung in die Maschine geladen. Gleichzeitig mit dem Schneiden werden die Etiketten bereits auf einen neuen Bogen gelegt.
Die bearbeiteten Werkstücke werden von der Maschine zum Entladetisch transportiert. Bei der Vollautomatisierung entlädt ein spezieller Robotermanipulator die Produkte zur Weiterverarbeitung auf ein Förderband. In der mittelgroßen Produktion erfolgt diese Arbeit jedoch meist manuell.
Alle CNC-Bearbeitungszentren in unserem Sortiment sind in der Grundausstattung mit allen notwendigen Automatisierungskomponenten ausgestattet. Sie können die Maschine zunächst kaufen und anschließend nach Belieben mit Be- und Entladetischen aufrüsten.

Aus der obigen Beschreibung wird deutlich, dass das Schneidzentrum bei der Massenproduktion ähnlicher rechteckiger Werkstücke eine Priorität darstellt. Es bietet maximale Produktivität beim Serienschneiden. Es mangelt jedoch an Flexibilität bei der Bearbeitung von Werkstücken, die nicht gerade Formen haben.
Das CNC-Portalbearbeitungszentrum wiederum zeichnet sich durch seine Flexibilität aus. Es ist die optimale Lösung für Hersteller, die mit Sonderanfertigungen arbeiten. Jedes in unserem Katalog vorgestellte Bearbeitungszentrum ist bereits in der Grundausstattung mit allen für die weitere Automatisierung notwendigen Komponenten ausgestattet. Automatisierungszubehör für die Maschine ist separat erhältlich.
Kantenanleimen
Das Thema Kantenanleimung aus dem vorherigen Artikel ist nicht mehr relevant. Ein mittelständischer Fertigungsbetrieb verfügt in der Regel über eine Formteil-Kantenanleimmaschine und eine automatische Kantenanleimmaschine.

Bei der Planung einer Werkstatt stellt sich die Frage: Welche Kantenanleimmaschine soll ich wählen? Darauf gibt es keine eindeutige Antwort. Manche legen Wert auf die Produktivität der Maschine, andere auf die verbauten Komponenten. Auch Preis und Größe der Maschine spielen eine wichtige Rolle.

Daher beginnen wir mit der Analyse der Spezifikationen, damit Sie feststellen können, was genau Sie benötigen.
Die erste Spezifikation ist die Produktivität der Maschine. Sie besteht aus drei Hauptkomponenten: der Vorschubgeschwindigkeit der Werkstücke, dem Mindestabstand zwischen ihnen während der Bearbeitung und der Länge der Maschine selbst.
Je höher die Bearbeitungsgeschwindigkeit, desto höher die Produktivität. Die Vorschubgeschwindigkeit unserer Maschinen reicht von 8 m/s bis 42 m/s. Der Abstand zwischen den Werkstücken beträgt 350 mm bis 1 m. Je kleiner der Abstand, desto höher natürlich die Produktivität. Der letzte Punkt ist die Länge der Maschine selbst, die für jedes Modell individuell ist.
Die Mindestteilgrößen können bei verschiedenen Maschinen stark variieren. Zum Beispiel: 150 x 135, 300 x 45 oder sogar 100 x 60.
Der nächste ebenso wichtige Parameter ist das Vorhandensein verschiedener Maschineneinheiten, die ihre Funktionsfähigkeit bestimmen. Betrachten wir diese Einheiten in der Reihenfolge, in der das Werkstück sie in der Maschine durchläuft.
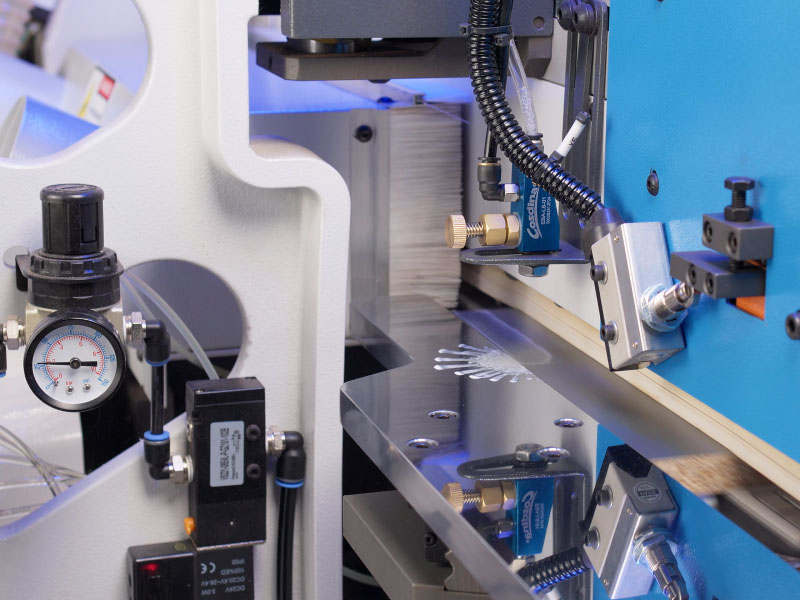
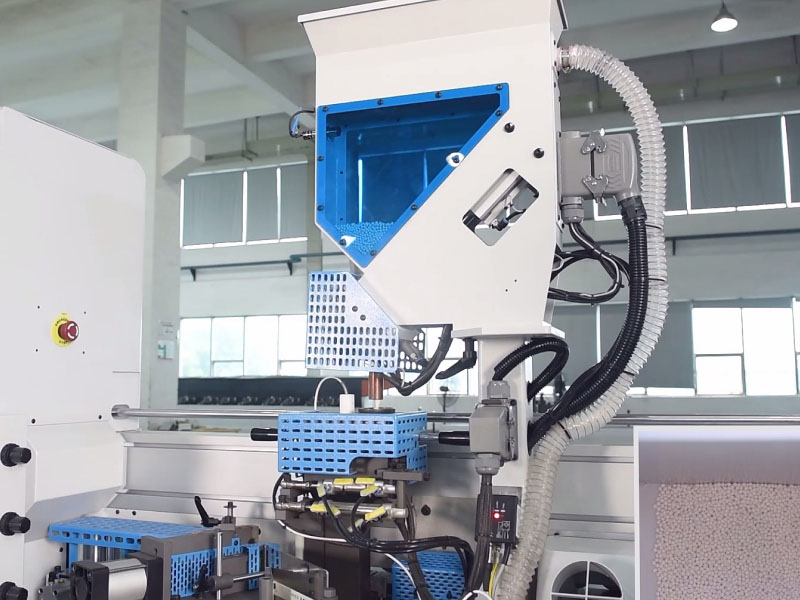
Auftragen von Antihaftflüssigkeit
Um ein Anhaften von Klebstoff an den unbearbeiteten Stellen des Werkstücks zu verhindern, wird vor der Bearbeitung ein Antihaftmittel auf das Werkstück aufgetragen.
Vorfräsaggregat
Das Fügefräsaggregat dient der Kantenvorbereitung vor dem Kantenanleimen. Es beseitigt kleine Unebenheiten und sorgt für präzise Bearbeitung. Beispiele für solche Unebenheiten sind Spuren des Vorritzsägeblattes.
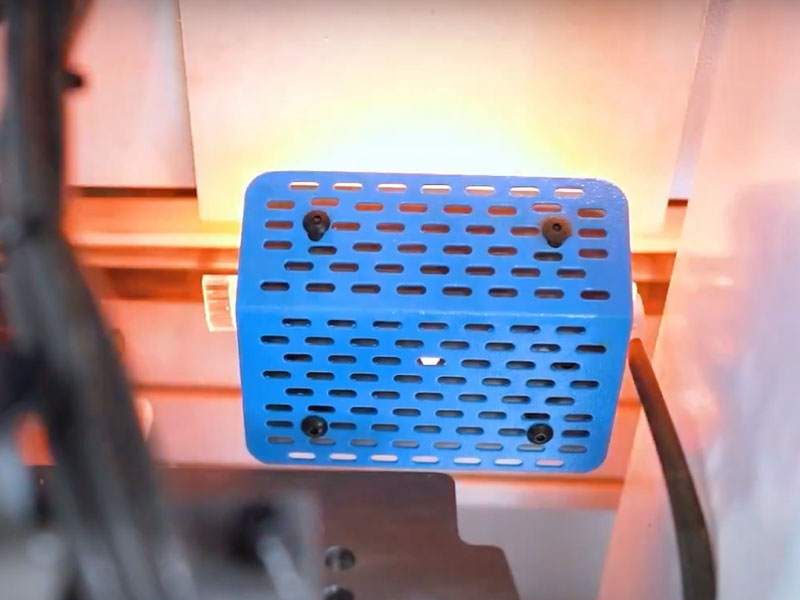
Infrarotlampe
Vor der Leimauftragseinheit ist eine Infrarot-Heizlampe installiert. Sie erwärmt die Werkstückkante und verdampft Restfeuchtigkeit. Dies verbessert die Leimhaftung und sorgt für eine zuverlässigere Verbindung zwischen Kante und Werkstück.
Leimauftragseinheit
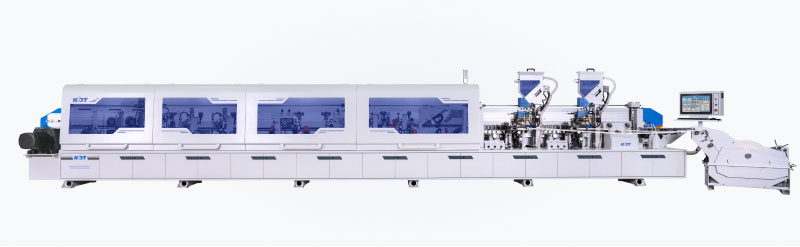
Die Leimauftragseinheit umfasst je nach Maschinenkonfiguration ein Leimbecken, ein Vorschmelzsystem und eine Andruckrollengruppe.
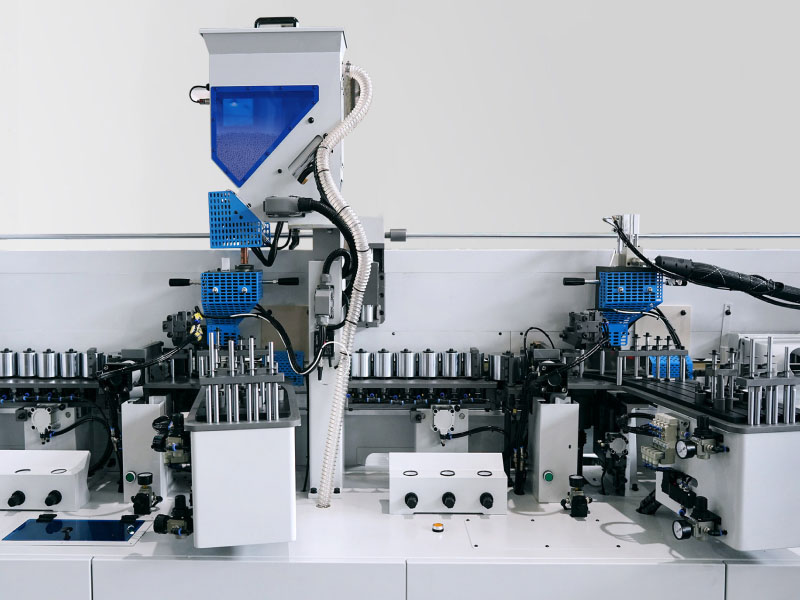
Die Leimbecken der KDT- Kantenanleimmaschinen gibt es in zwei Ausführungen: als Unter- und als Oberbecken. Unterbecken sind eine einfachere Lösung und ausschließlich für EVA-Kleber ausgelegt. Oberbecken können sowohl EVA- als auch PUR-Kleber verarbeiten und bieten gegenüber Unterbecken mehrere Vorteile, darunter eine einfachere Wartung und die Möglichkeit, schnell auf eine andere Leimart oder -farbe umzusteigen. Dank des Schnellwechselsystems kann die multifunktionale KDT 88S -Station zur Reinigung und Lagerung der Leimeinheiten genutzt werden.
Vorschmelzklebstoffsystem
Das Vorschmelzsystem wird bei Maschinen mit oberem Leimbecken installiert. Es führt dem Becken dosiert Leim zu und verhindert so eine Überhitzung und die Bildung von Leimrückständen.
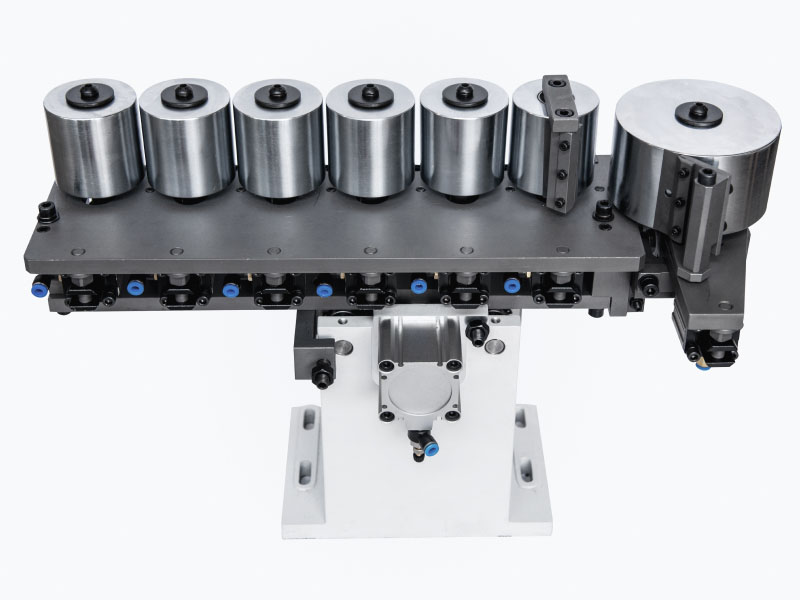
Druckrollengruppe
Die Andruckrollengruppe sorgt nach dem Verleimen für einen gleichmäßigen Druck der Kante auf das Werkstück. Dies ist Voraussetzung für eine qualitativ hochwertige Verbindung zwischen Kante und Werkstück.

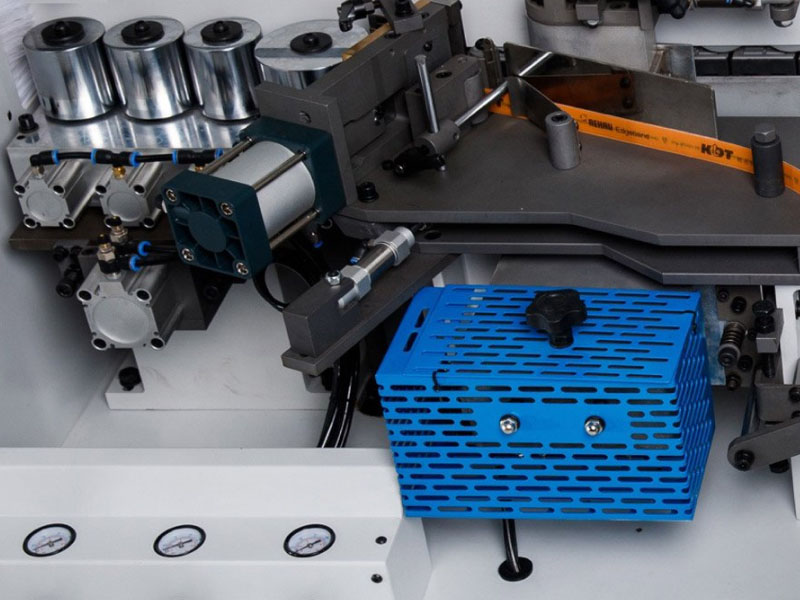
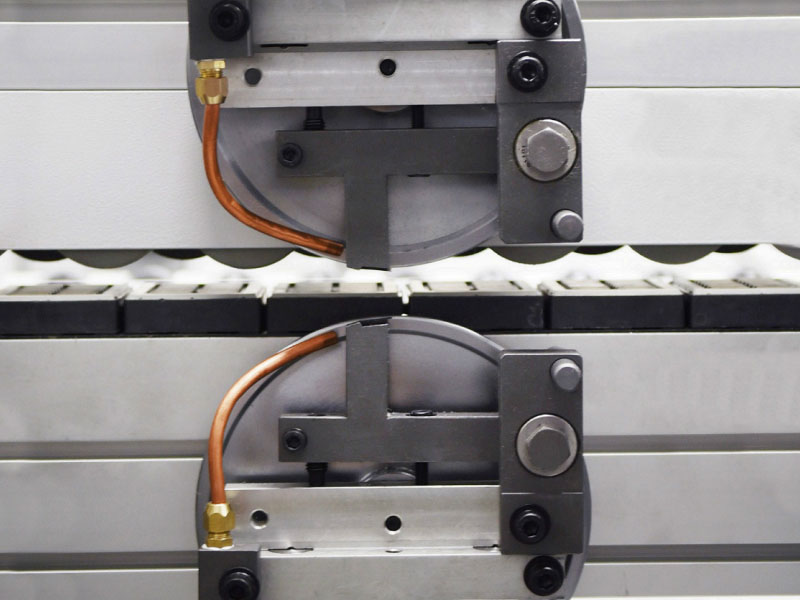
Kappaggregat
Das Kappaggregat schneidet die Kante an den Enden des Werkstücks nach dem Verleimen und sorgt so für einen präzisen und sauberen Beschnitt.
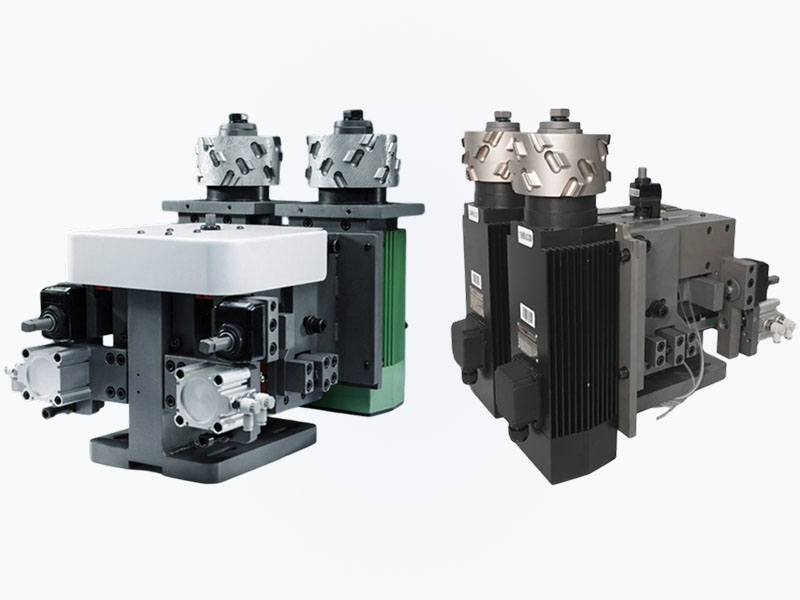
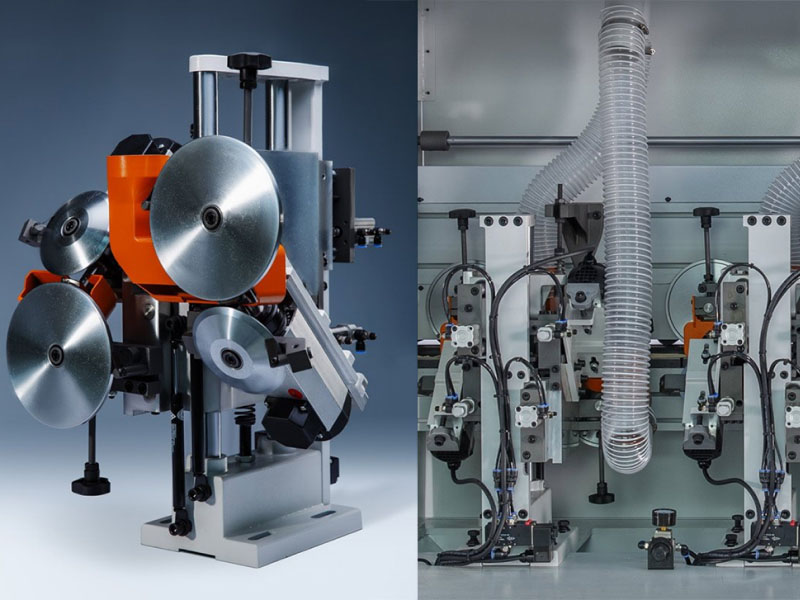
Fräseinheit
Die Fräseinheit entfernt überschüssiges Kantenmaterial an der Ober- und Unterseite des Werkstücks und erzeugt so eine perfekte Verbindung mit der Oberfläche.

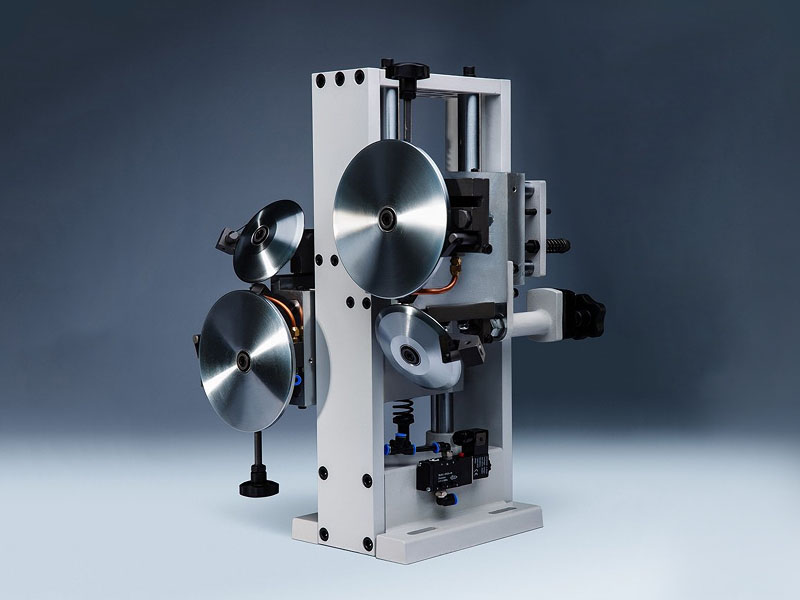
Eckenrundungsaggregat
Das Eckenrundungsaggregat bearbeitet die Ecken des Werkstücks nach dem eingestellten Programm. Je nach Maschinenmodell verfügt das Aggregat über zwei oder vier Motoren.
Ziehklingenaggregat mit Radiusmessern
Das Ziehklingenaggregat mit Radiusmessern entfernt nach dem Fräsen verbleibende Kantenüberstände und verleiht der Kante so ein fertiges Aussehen mit Radiusprofil.
Ziehklingeneinheit mit geraden Messern
Die Ziehklingeneinheit mit geraden Messern führt die abschließende Nivellierung durch und entfernt verbleibende Kanten und Klebstoffreste, wodurch das Werkstück ein fertiges, kommerzielles Aussehen erhält.
Nutaggregat
Die Nuteinheit erzeugt mit einem Nutsägeblatt Nuten in das Werkstück, die für die weitere Montage oder Verbindung von Elementen benötigt werden können.

Anwendung der Reinigungsflüssigkeit
Vor dem Polieren wird eine Reinigungsflüssigkeit auf das Werkstück aufgetragen, um alle Reste von Trennflüssigkeit und Klebstoff zu entfernen.
Poliereinheit
Die Poliereinheit poliert nach der Bearbeitung die Verbindung zwischen Werkstück und Kante und sorgt so für Glätte und Glanz des fertigen Produkts.
Je nach Maschinenmodell sind möglicherweise nicht alle Einheiten vorhanden. Beispielsweise ist die Nuteinheit nur bei den Modellen KE-655JHSKA , KE-665JHSKA , KE-668JGBA (50) und KE-668JGBU (50) verfügbar.
Jede Produktion hat ihre eigenen Anforderungen. Wenn Sie also nicht sicher sind, welche spezielle Maschine Sie benötigen, können Sie sich jederzeit an die Spezialisten unseres Unternehmens wenden.
Bohren
Der letzte Bearbeitungsschritt ist das Bohren von Löchern. CNC-Bohrzentren sind hierfür die effizienteste Lösung und bieten Präzision und Geschwindigkeit, die manuell nicht erreicht werden können.

CNC-Bohr- und Fräszentren bieten Vielseitigkeit. Sie eignen sich ideal für die Produktion, bei der häufige Neukonfigurationen für unterschiedliche Werkstücktypen erforderlich sind. Dank moderner Software, die schnelle Parameteränderungen ermöglicht, eignen sich diese Maschinen ideal für kleine und mittlere Produktionsmengen. Bediener können Programme manuell oder über ein automatisches Auswahlsystem per Barcode-Scanning auswählen. CNC-Bohr- und Fräszentren sind mit Komponenten wie einer Fräseinheit, Bohrköpfen für die Sechsseitenbearbeitung und einer Nutsäge ausgestattet.
Verpackung
Sobald die Bearbeitung des Werkstücks abgeschlossen ist, ist die Verpackung der letzte, aber entscheidende Schritt, um die Produktsicherheit während Transport und Lagerung zu gewährleisten. Bei Kleinserienproduktionen ist die Verwendung von Fertigkartons oft praktischer, da sie Zeit und Ressourcen bei der Kartonherstellung spart. In mittleren und großen Betrieben kommen jedoch zunehmend Spezialmaschinen zur eigenständigen Kartonproduktion zum Einsatz. Dies senkt die Kosten und erhöht die Flexibilität bei der Erstellung individueller Verpackungslösungen.

Wir empfehlen die Kartonschneidemaschine WG8C1-2400S . Die Abmessungen können manuell eingegeben oder automatisch von einer Messstation in einer automatisierten Produktionslinie abgerufen werden. Diese Maschine unterstützt sowohl die Massenproduktion als auch die Herstellung von Einzelkartons. Dank des integrierten Optimierungsprogramms wird der Abfall um bis zu 45 % reduziert. Die Maschine ist in zwei Versionen erhältlich: eine für Bogenkarton und eine für Z-Karton.
Eine weitere kostengünstige Lösung ist die Kartonverschlussmaschine WG8V6 . Durch die Verwendung von Schmelzkleber anstelle von Klebeband lassen sich die Verpackungskosten um bis zu 85 % senken, eine gleichbleibende Qualität gewährleisten, das Produktbild verbessern und die Kartonabmessungen reduzieren. Die Maschine arbeitet mit einer Geschwindigkeit von bis zu 8 Kartons pro Minute.

Abschluss
Mittelständische Hersteller haben aufgrund ihres größeren Budgets und der größeren Produktionsflächen mehr Flexibilität bei der Maschinenauswahl. Wie bereits erwähnt, ist es wichtig, die richtigen Maschinen für die verschiedenen Verarbeitungsschritte unter Berücksichtigung von Produktivität, Flexibilität und spezifischen Produktionsanforderungen auszuwählen.
Die Formatkreissäge kann eine unterstützende Rolle spielen, während in mittelgroßen Betrieben die Hauptarbeit von Plattenaufteilsägen oder CNC-Portalbearbeitungszentren übernommen wird. Jede dieser Optionen hat ihre Vorteile, und die Wahl hängt davon ab, was in der Produktion im Vordergrund steht – Massenproduktion oder individuelle Werkstückbearbeitung.
Für die Kantenbearbeitung verwenden mittelständische Hersteller typischerweise sowohl Formteil-Kantenanleimmaschinen als auch Automatische Kantenanleimmaschinen. Ihre technischen Daten – Vorschubgeschwindigkeit, Werkstückabstand und Bearbeitungseinheiten – sind entscheidende Faktoren bei der Maschinenauswahl.
Bei mittlerer Produktion werden Bohrvorgänge effizient nur auf CNC-Bohr- und Fräszentren durchgeführt, die Bohrflexibilität mit hoher Produktivität kombinieren.
Schließlich empfiehlt es sich, für die Verpackung spezielle Maschinen für die Herstellung und Verklebung von Kartons zu verwenden, da dies zur Reduzierung der Verpackungskosten und Abfallminimierung beiträgt und für mehr Flexibilität bei den Verpackungsarten sorgt.
Wir empfehlen Ihnen, sich bei der Auswahl der passenden Maschinen von unseren Spezialisten beraten zu lassen. So können Sie alle Details berücksichtigen und maximale Produktionseffizienz gewährleisten. Unsere Experten unterstützen Sie professionell bei der Auswahl der Lösungen, die Ihren Anforderungen am besten entsprechen.
Vollständige Kontaktdaten finden Sie auf der Seite: kdtmac.de/kontakte .