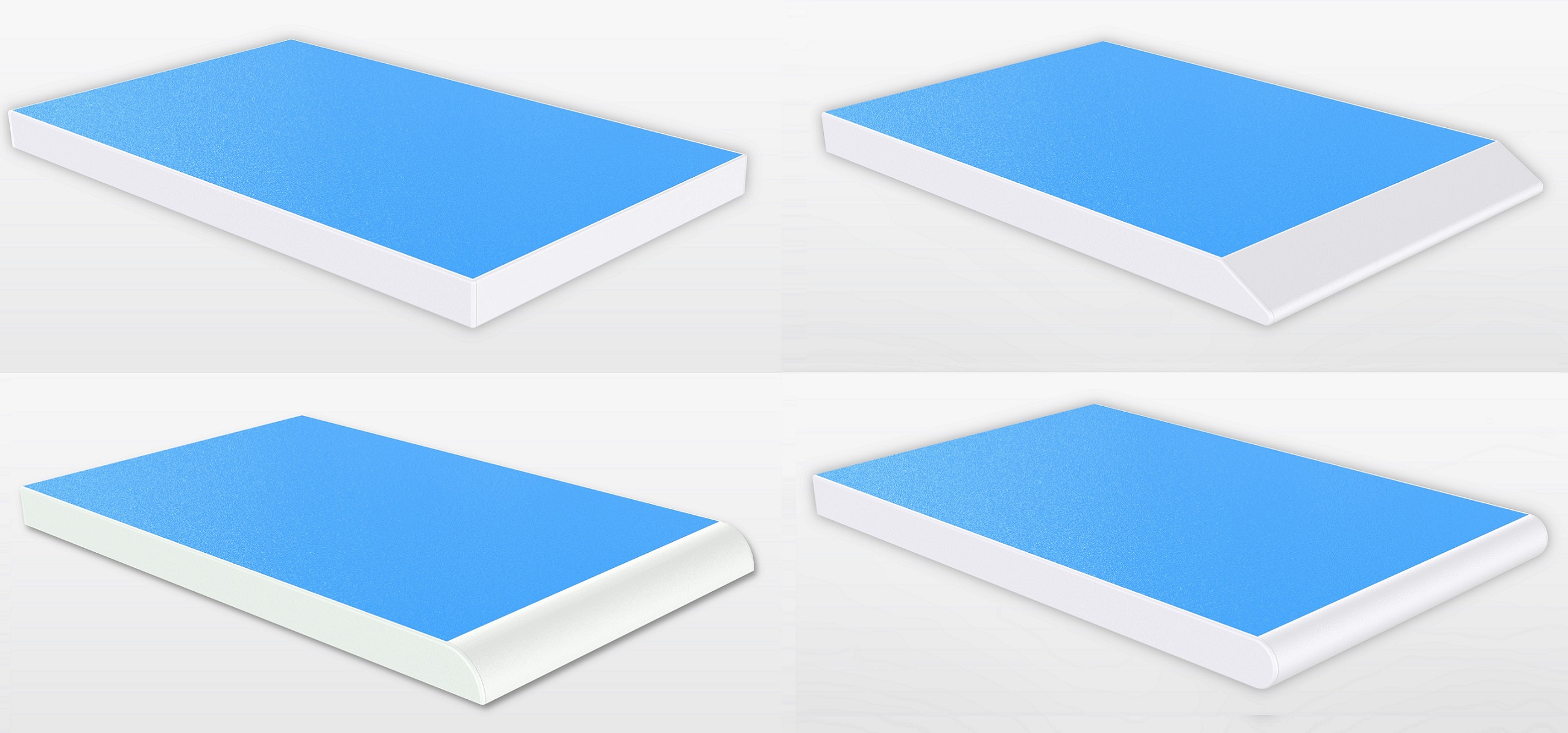
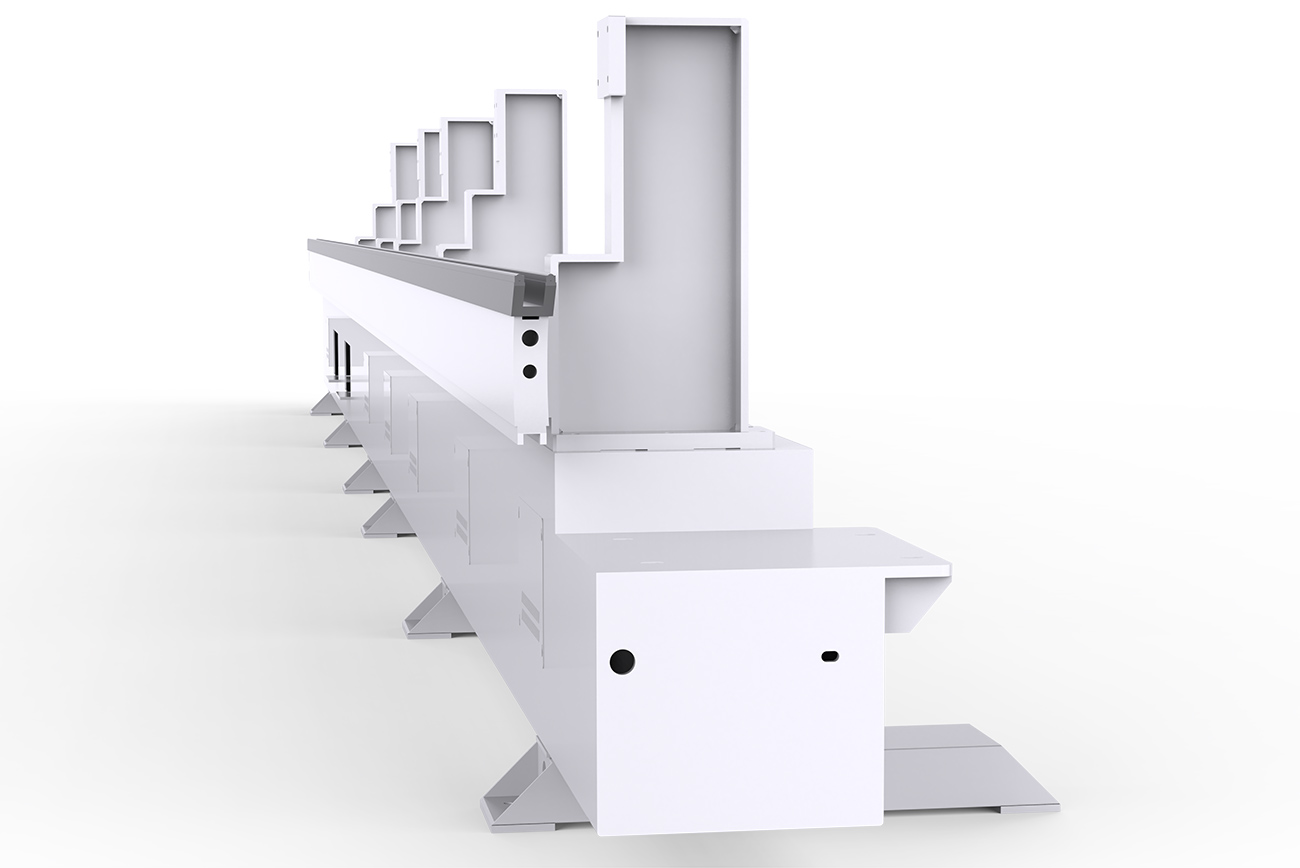
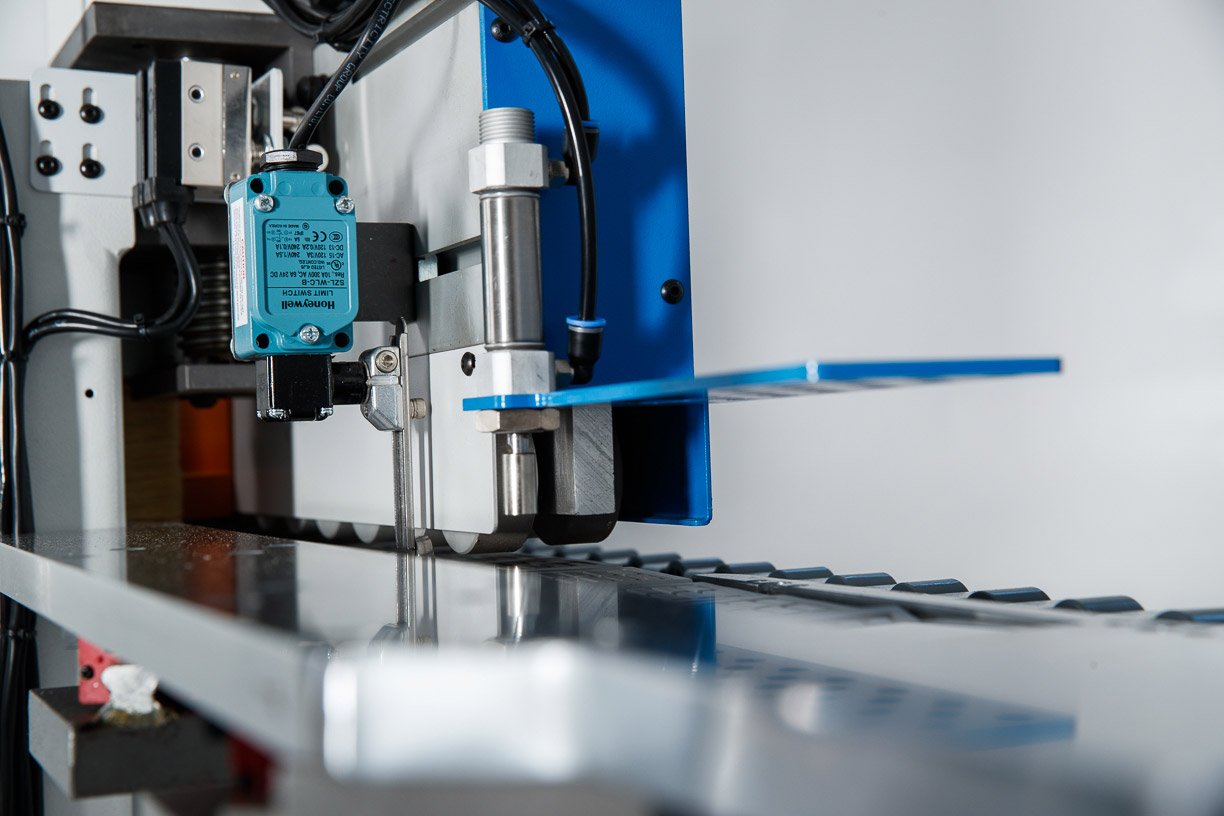
Die automatische Kantenanleimmaschine KE-665JHSKA ist eine Durchlaufmaschine mit Rundklingen, Nuteneinheit, oberem Leimbad und pneumatischer Verstellung. Sie ist für das gleichzeitige Kantenanleimen von geraden Möbelplatten und Zuschnitten mit Kunststoffrollenmaterial konzipiert.








|
Automatische Kantenanleimmaschine KE-665JHSKA
|
Automatische Kantenanleimmaschine KE-268JSA
|
Automatische Kantenanleimmaschine KE-258
|
Automatische Kantenanleimmaschine KE-520GHTC4
|
Automatische Kantenanleimmaschine KE-526GHT
|
Automatische Kantenanleimmaschine KE-526KUBT
|
Automatische Kantenanleimmaschine KE-655JHSKA
|
|---|---|---|---|---|---|---|
|
Kantenstärke, mm
|
||||||
| 0,4-3 | 0,4-3 | 0,4-3 | 0,4-3 | 0,4-3 | 0,4-3 | 0,4-3 |
|
Werkstückdicke, mm
|
||||||
| 10-60 | 9-60 | 9-60 | 9-60 | 9-60 | 8-60 | 10-60 |
|
Mindestteilgröße, mm
|
||||||
| 120 x 95 | 120 x 90 | 120x90 | 100 x 60 | 100 x 60 | 30x300 (bei der Bearbeitung der Ecken) | 120 x 80 |
|
Werkstücklänge, mm
|
||||||
| ≥ 120 | ≥ 120 | ≥ 120 | ≥ 100 | ≥ 100 | ≥ 300 | ≥ 120 |
|
Werkstückbreite, mm
|
||||||
| ≥ 95 | ≥ 90 | ≥ 90 | ≥ 60 | ≥ 60 | ≥ 30 | ≥ 80 |
|
Vorschubgeschwindigkeit, m/min
|
||||||
| 15-23 | 8-12 | 8-12 | 22-26 | 22-30 | 18-30 | 15-23 |
|
Gesamtleistung, kW
|
||||||
| 25 | 14,73 | 13,03 | 35 | 45 | 38 | 22,3 |
|
Betriebsdruck, MPa
|
||||||
| 0,6 | 0,6 | 0,6 | 0,6 | 0,6 | 0,6 | 0,6 |
|
Abmessungen L x B x H, mm
|
||||||
| 6734 x 830 x 1730 | 4230 x 830 x 1690 | 3710x860x1750 | 11415 x 990 x 1960 | 12300 x 1150 x 1960 | 10680x1150x1960 | 5867 x 830 x 1720 |
|
Gewicht, kg
|
||||||
| 2400 | 1600 | 1400 | 4000 | 4600 | 4200 | 2000 |
|
Maschinenkomponenten
|
||||||
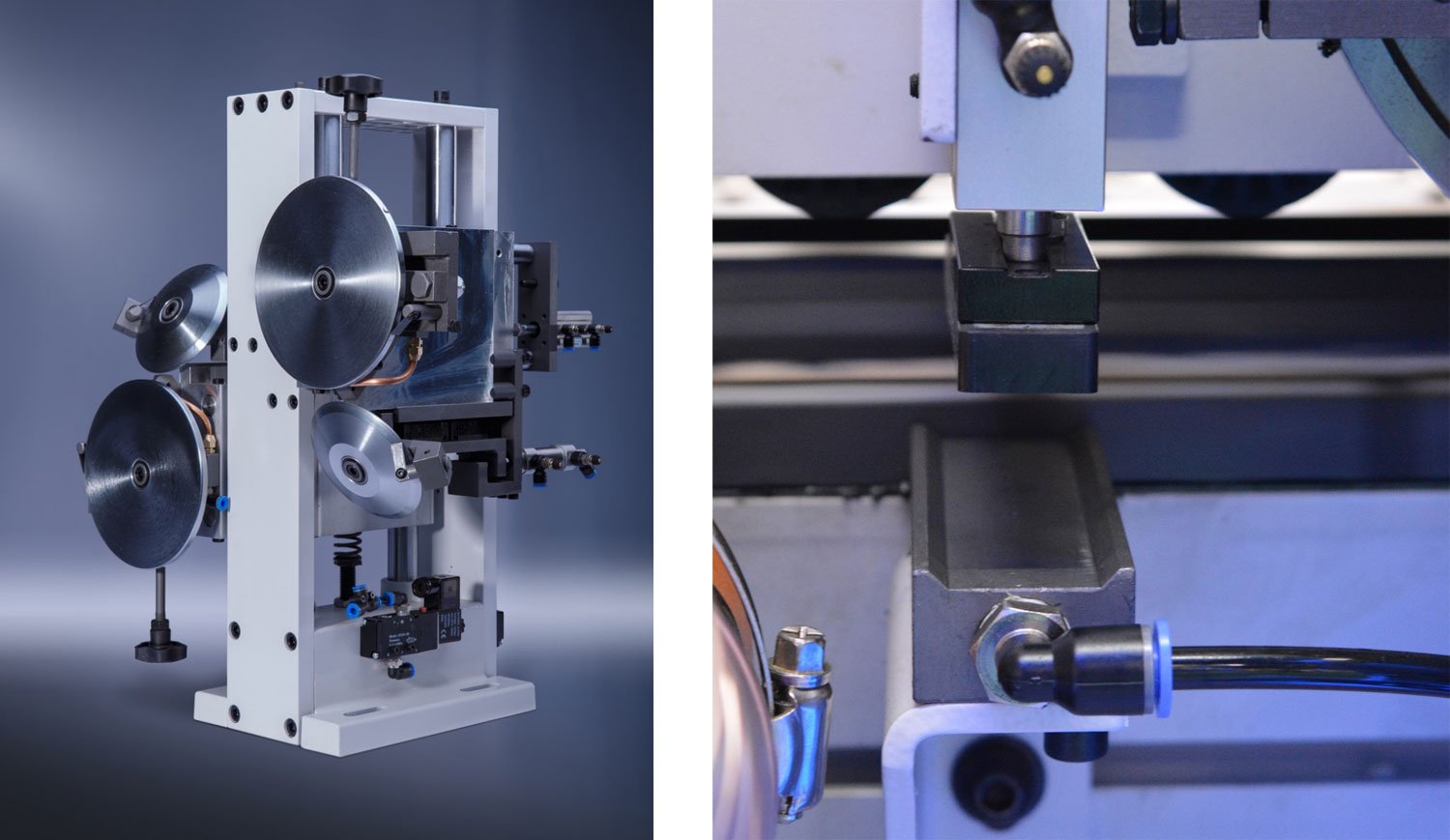
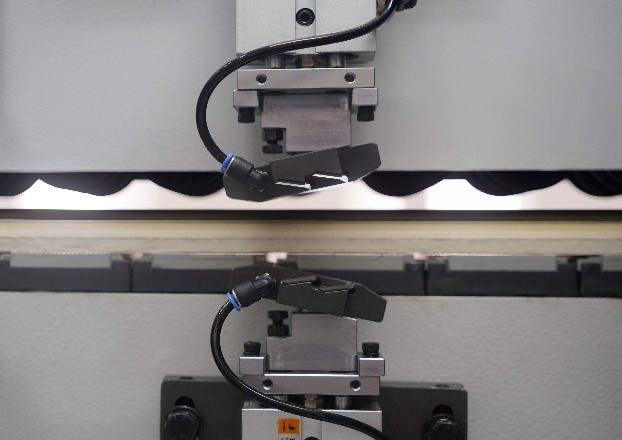
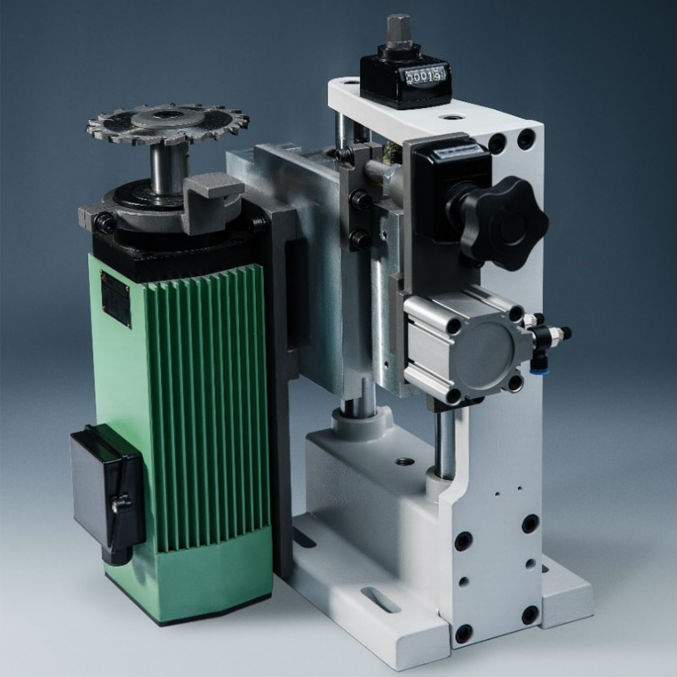
| 1. Fügeeinheit. 2. Spanneinheit. 3. Planfräseinheit. 4. Fräseinheit zum Entfernen von Überhängen. 5. Konturfräseinheit (Verrundungen). 6. Schabeinheit mit Radiusmessern. 7. Schabeinheit mit geraden Messern. 8. Nuteinheit. 9. Poliereinheit. | 1. Fügeeinheit. 2. Spanneinheit. 3. Planfräseinheit. 4. Fräseinheit zum Entfernen von Überhängen. 5. Konturfräseinheit (Verrundungen). 6. Schabeinheit mit Radiusmessern. 7. Schabeinheit mit geraden Messern. 8. Poliereinheit. | 1. Fügeeinheit. 2. Spanneinheit. 3. Planfräseinheit. 4. Fräseinheit zum Entfernen von Überhängen. 5. Schabeinheit mit Radiusmessern. 6. Schabeinheit mit geraden Messern. 7. Poliereinheit. | 1. Fügeeinheit. 2. Spanneinheit. 3. Planfräseinheit. 4. Erste Fräseinheit zum Entfernen von Überhängen. 5. Zweite Fräseinheit zum Entfernen von Überhängen. 6. Konturfräseinheit (Verrundungen). 7. Erste Schabeinheit mit Radiusmessern. 8. Zweite Schabeinheit mit Radiusmessern. 9. Schabeinheit mit geraden Messern. 10. Erste Poliereinheit. 11. Zweite Poliereinheit. 12. Nuteinheit. | 1. Fügeeinheit. 2. Spanneinheit. 3. Planfräseinheit. 4. Erste Fräseinheit zum Entfernen von Überhängen. 5. Zweite Fräseinheit zum Entfernen von Überhängen. 6. Konturfräseinheit (Verrundungen). 7. Erste Schabeinheit mit Radiusmessern. 8. Zweite Schabeinheit mit Radiusmessern. 9. Schabeinheit mit geraden Messern. 10. Erste Poliereinheit. 11. Zweite Poliereinheit. 12. Nuteinheit. | 1. Fügeeinheit. 2. Spanneinheit. 3. Planfräseinheit. 4. Erste Fräseinheit zum Entfernen von Überhängen. 5. Zweite Schabeinheit mit Radiusmessern. 6. Konturfräseinheit (Verrundungen). 7. Erste Schabeinheit mit Radiusmessern. 8. Zweite Schabeinheit mit Radiusmessern. 9. Schabeinheit mit geraden Messern. 10. Doppeltes Poliereinheit. | 1. Fügeeinheit. 2. Spanneinheit. 3. Planfräseinheit. 4. Fräseinheit zum Entfernen von Überhängen. 5. Schabeinheit mit Radiusmessern. 6. Schabeinheit mit geraden Messern. 7. Nuteinheit. 8. Poliereinheit. |
| Details | Details | Details | Details | Details | Details | Details |
| Technische Daten der Kantenanleimmaschine | |
| Vorschubgeschwindigkeit, m/min | 15-23 |
| Maschinenkomponenten | 1. Fügeeinheit. 2. Spanneinheit. 3. Planfräseinheit. 4. Fräseinheit zum Entfernen von Überhängen. 5. Konturfräseinheit (Verrundungen). 6. Schabeinheit mit Radiusmessern. 7. Schabeinheit mit geraden Messern. 8. Nuteinheit. 9. Poliereinheit. |
| Mindestteilgröße, mm | 120 x 95 |
| Kantenstärke, mm | 0,4-3 |
| Werkstückbreite, mm | ≥ 95 |
| Werkstückdicke, mm | 10-60 |
| Werkstücklänge, mm | ≥ 120 |
| Gesamtleistung, kW | 25 |
| Betriebsdruck, MPa | 0,6 |
| Abmessungen L x B x H, mm | 6734 x 830 x 1730 |
| Gewicht, kg | 2400 |


Vielen Dank für Ihre Bestellung!
Wir werden uns schnellstmöglich mit Ihnen in Verbindung setzen.
© 2026 Maschinen und Anlagen für die Möbelproduktion – KDT Deutschland









